ทบทวน การเขียน NC Program
ทบทวนการเขียน NC program
สวัสดีครับ นักศึกษา และผู้สนใจ เนื้อหาต่อไปนี้ เป็นการทบทวน เรื่องราวการเขียนโปรแกรม CNC ในงานกัด ที่เราเรียนกันในห้องไปแล้วนะครับ โดยเริ่มทำแบบฝึกหัดก่อนเรียนโดย down load กระดาษคำตอบ แล้วทบทวนเนื้อหา แล้วทำแบบทดสอบหลังเรียน down load กระดาษคำตอบ นักศึกษาสามารถส่งกระดาษก่อนเรียนหลังเรียน ได้ที่ห้องในวันและเวลาที่แจ้งนะครับ (ผู้ที่ไม่สะดวกสามารถส่งทาง e-mail ของ อ.อมต ยอดคุณได้นะครับ)
– แบบฝึกหัดก่อนเรียน (เราเรียนไปบ้างแล้ว)
down load กระดาษคำตอบ answer sheet cnc1
– ทบทวนเนื้อหา
ตอนที่ 1 โครงสร้างและองค์ประกอบของ NC Programs
ตอนที่ 2 การกำหนดพิกัด
ตอนที่ 3 โค้ตที่ใช้ในงานเขียนโปรแกรม
– แบบฝึกหัดหลังเรียน download กระดาษคำตอบanswer sheet cnc1
เนื้อหาผังการเรียน การเขียนโปรแกรมเบื้องต้น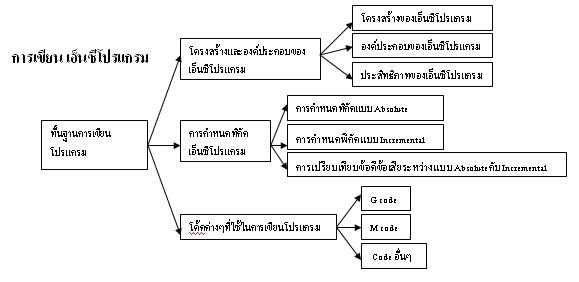
ตอนที่ 1 โครงสร้างและองค์ประกอบของเอ็นซีโปรแกรม
1. โครงสร้างของเอ็นซีโปรแกรม
โครงสร้างของเอ็นซีโปรแกรม ประกอบด้วยส่วนสำคัญ 3 ส่วนหลักๆ ได้แก่ ส่วนหัวโปรแกรม ส่วนตัวโปรแกรม และส่วนท้ายโปรแกรม
1.1 ส่วนหัวโปรแกรม
ส่วนหัวโปรแกรมเป็นส่วนที่บอกว่าเราจะทำงานกับเครื่องจักรแบบใด ทำงานในระนาบใด ใช้ทูล ใช้ ความเร็วรอบ เปิด ปิดน้ำหล่อเย็น ทิศทางการหมุนของ ทูล
1.2 ส่วนตัวโปรแกรม เป็นส่วนที่เป็นเส้นทางเดินของทูล (Tool Part) เป็นส่วนที่สั่งให้เครื่องจักรCNC กัดเป็นรูปร่างตามที่เราเขียน
1.3 ส่วนท้ายโปรแกรม เป็นส่วนที่จบคำสั่งโปรแกรม และบอกเครื่องจักร CNC ให้พร้อมทำงานในโปรแกรมต่อไป
| คำสั่งNC Program | คำอธิบาย | หมายเหตุ |
| % 0001 | สัญลักษณ์เริ่มโปรแกรม และชื่อโปรแกรม 0001 |
ส่วนหัวโปรแกรม |
| N10 G17 T1 M6 | ทำงานระนาบ XY เปลี่ยนเป็นใช้ Tool หมายเลข 1 | |
| N20 G0 X0 Y0 Z50 | วิ่งด้วยความเร็วมาที่ X0 Y0 Z50 | |
| N30 G0 X10 Y10 Z5 S1200 M3 M8 | วิ่งด้วยความเร็วมาที่ X0 Y0 Z5 ใช้สปินเดิล 1200 rpm เปิดน้ำหล่อเย็น | |
| N40 G1 X10 Y10 Z-2 F80 | กัดชิ้นงานไปยังตำแหน่ง X10 Y10 Z-2 ด้วยฟีด 80 mm/mim | ส่วนตัวโปรแกรม |
| N50 G1 X100 Y100 Z-2 F80 | กัดชิ้นงานไปยังตำแหน่ง X100 Y100 Z-2 ด้วยฟีด 80 mm/mim | |
| N60 G0 Z100 | ยกทูลขึ้นด้วยความเร็วไป Z100 | ส่วนท้ายโปรแกรม |
| M30 | จบโปรแกรม | |
| % | สัญลักษณ์จบโปรแกรม |
2. องค์ประกอบของเอ็นซีโปรแกรม
องค์ประกอบของเอ็นซีโปรแกรม จะมีลักษณะเหมือนโปรแกรมคอมพิวเตอร์ทั่วไปโดยประกอบด้วยหลายบรรทัด ในแต่ละบรรทัดประกอบด้วยคำสั่งต่างๆ สำหรับเอ็นซีโปรแกรมมีคำศัพท์เรียกเฉพาะเมื่อเทียบกับโปรแกรมภาษาคอมพิวเตอร์ทั่วไปดังนี้
| ภาษาคอมพิวเตอร์ทั่วไป | เอ็นซีโปรแกรม | |
| 1. | บรรทัด (Line) | >บล็อก (Block) |
| 2. | คำสั่ง | เวิร์ด (Word) |
บรรทัดในภาษาคอมพิวเตอร์ทั่วไป เอ็นซีโปรแกรมเรียกบล็อก คำสั่งในภาษาคอมพิวเตอร์ทั่วไปเอ็นซีโปรแกรมเรียกเวิร์ด โดยในแต่ละบล็อกประกอบด้วยหลายเวิร์ด ในแต่ละเวิร์ดประกอบด้วย 1 ตัวอักษรภาษาอังกฤษหรือที่เรียนกว่าโค้ด ซึ่งเป็นคำสั่งให้เครื่องจักร CNC ทำงานในลักษณะที่ต้องการแล้วตามด้วยตัวเลข สำหรับคำสั่งนั้นๆ
2.1 บล็อก หรือ บรรทัดในแต่ละบรรทัดประกอบด้วยเวิร์ดหรือคำสั่งต่างๆ
2.2 เวิร์ด หรือ คำสั่ง ประกอบด้วย ตัวหนังสือที่เรียกว่าโค้ด และตัวเลข
โค้ดต่างๆ ที่ใช้ใน เอ็นซีโปรแกรม สามารถแยกได้เป็น 3 ประเภท
2.2.1 โค้ดคำสั่งการควบคุมโปรแกรม ได้แก่ N
2.2.2 โค้ดคำสั่งทางเรขาคณิต ได้แก่ G,X,Y,Z,I,JและK เป็นต้น
2.2.3 โค้ดคำสั่งทางเทคนิค ได้แก่ M,F,S และ T เป็นต้น
3. ประสิทธิภาพของเอ็นซีโปรแกรม
ประสิทธิภาพของเอ็นซีโปรแกรม ในการเขียน เอ็นซีโปรแกรม ประสิทธิภาพมีผลต่อต้นทุนการผลิต โดยสามารถเพิ่มอัตราการผลิต และลดต้นทุนได้ เมื่อพิจารณาถึงต้นทุนการผลิตประกอบด้วย เครื่องจักร และกระบวนการผลิต
ดังนั้นปัจจัยหรือตัวแปรสำคัญในการลดต้นทุน คือโปรแกรมที่มีประสิทธิภาพ สามารถทำให้เครื่องจักรผลิตชิ้นส่วนได้เร็ว และมีคุณภาพ มีอัตราการผลิตสูง และการสึกหรอของเครื่องจักร และทูลต่ำ
โปรแกรมที่ดีควรมีคุณสมบัติดังนี้
(1) เป็นโปรแกรมที่สั้น เข้าใจง่าย แก้ไขง่าย
(2) มีระยะเวลาการทำงานสั้น
(3) ใช้โค้ดไซเคิล หรือ โปรแกรมย่อยบ่อยๆ
(4) เงื่อนไขการตัดเฉือนเหมาะสม
ตอนที่ 2 การกำหนดพิกัด
การกำหนดพิกัดที่ใช้ในการเขียนเอ็นซีโปรแกรมมี 2 ประเภทคือ (1) การกำหนดพิกัดแบบสัมบูรณ์ และ (2) การกำหนดพิกัดแบบสัมพัทธ์
1. การกำหนดพิกัดแบบสัมบูรณ์
การกำหนดพิกัดแบบสัมบูรณ์ (Absolute) คือในการเคลื่อนที่จากจุดหนึ่งไปยังอีกจุดหนึ่งโดยทั้งสองจุดใช้จุดอ้างอิงเดียวกัน โดยปรกติจุดอ้างอิงดังกล่าวคือจุด Origin หรือที่ X=0,Y=0 และ Z=0 หรือ (X,Y,Z) = (0,0,0) โค้ดหรือคำสั่งที่ใช้ในการกำหนดพิกัดแบบสัมบูรณ์คือ G90
ข้อดีของการกำหนดพิกัดแบบสัมบูรณ์ (Absolute) ได้แก่
1. ง่ายต่อการกำหนดตำแหน่ง การตรวจสอบและแก้ไข เพราะไม่มีการคำนวณ หรือ เป็นการอ่านค่าโดยตรงจากแบบหรือภาพวาดรายละเอียด
2.
ความผิดพลาดจากการเขียนโปรแกรมหรือการกำหนดจุดใดๆ ผิด จำทำให้เกิดการเบี่ยงเบนเฉพาะจุดที่ผิดนั้นๆ
3. ความคลาดเคลื่อนของขนาดน้อย ไม่มีการคลาดเคลื่อนสะสม
2. การกำหนดพิกัดแบบสัมพัทธ์
การกำหนดพิกัดแบบสัมพัทธ์ (Incremental) หรือ ในการเคลื่อนที่ไปยังจุดใดๆ ในตำแหน่งปัจจุบัน ไปยังจุดถัดไป โดยอ้างอิงจากตำแหน่งปัจจุบัน หรือเป็นระยะห่างระหว่าง 2 จุด โดยมีเครื่องหมาย + และเครื่องหมาย – ระบุทิศทางการเครื่องที่ตามแนวแกนนั้นๆ โดยอ้างอิงจากตำแหน่งปัจจุบันหรือจุดเริ่มต้นของเส้นนั้นๆ โค้ดหรือคำสั่งที่ใช้ในการกำหนดพิกัดแบบสัมพัทธ์คือ G91
ข้อดีของการกำหนดพิกัดแบบสัมพัทธ์ ( Incremental ) ได้แก่
1.
สามารถนำไปใช้ในโปรแกรมทำซ้ำ หรือโปรแกรม Marco ได้สะดวก
2. ไม่ต้องแก้ไขทั้งโปรแกรมเมื่อมีการเปลี่ยนจุดอ้างอิง
ตอนที่ 3 โค้ตต่างๆที่ใช้ในการเขียนโปรแกรม
โค้ด หรือชุดคำสั่งที่ใช้ในการเขียนเอ็นซีโปรแกรม มี 3 ประเภท คือ (1) จีโค้ด (2) เอ็มโค้ด และ (3) โค้ดอื่นๆ ซึ่งโค้ดแต่ละประเภทมีหน้าที่แตกต่างกันไป
1. จีโค้ด (G Code) เป็นชุดคำสั่งประเภทหนึ่งในการเขียนโปรแกรมติดต่อกับเครื่องจักรให้เครื่องจักรเคลื่อนที่ไปตามคำสั่ง ในรูปแบบการเคลื่อนที่แบบรูปเลขาคณิต เช่น เส้นตรง เส้นโค้ง วงกลม หรือ เคลื่อนที่แบบวัฏจักร และเป็นโค้ดคำสั่งกำหนดค่าต่างๆให้กับเครื่องจักร ได้แก่การกำหนดระนาบการทำงาน กำหนดหน่วยวัด กำหนดประเภทการกำหนดพิกัด
| G Code พื้นฐาน | |
| โค้ด | คำสั่ง |
| G00 | การเคลื่อนที่เป็นเส้นตรงอย่างรวดเร็ว แบบไม่กินงาน ด้วยความเร็วสูงสุด |
| G01 | การเคลื่อนที่เป็นเส้นตรงกินงาน ด้วยความเร็วที่กำหนด |
| G02 | การเคลื่อนที่เป็นวงกลมหรือเส้นโค้งทิศทางตามเข็มนาฬิกา |
| G03 | การเคลื่อนที่เป็นวงกลมหรือเส้นโค้งทิศทางทวนเข็มนาฬิกา |
| G04 | การหยุดการเคลื่อนที่ในระยะเวลาที่กำหนด |
| G17-G19 | กำหนดระนาบการทำงาน |
| G20/G70 | กำหนดหน่วยวัด เป็น นิ้ว |
| G21/G71 | valign="top">กำหนดหน่วยวัด เป็น มิลลิเมตร |
| G80 G81-G83 | ยกเลิกไซเคิลต่างๆไซเคิลรูเจาะชนิดต่างๆ |
| G84 G85-G88 | ไซเคิลการทำเกลียวไซเคิลการคว้านรู |
| G90 G91 | กำหนดโปรแกรมให้เป็นแบบสัมบูรณ์ (Absolute)กำหนดโปรแกรมให้เป็นแบบสัมพัทธ์ (Increment) |
| G94 G95 | ให้ค่าฟีด เป็น มม./นาที หรือ นิ้ว/นาทีให้ค่าฟีด เป็น มม./รอบ หรือ นิ้ว/รอบ |
| G96 G97 | ให้ความเร็วผิวคงที่ เป็น เมตร / นาทีให้สปินเดิลหมุนคงที่ เป็น รอบ / นาที |
2. เอ็มโค้ด (M Code) เป็นชุดคำสั่งประเภทหนึ่งในการเขียนโปรแกรม ติดต่อกับเครื่องจักร เอ็มโค้ดเป็นรหัสในการติดต่อสั่งงานเครื่องจักรโดยตรง
เช่น สั่งให้ทูลหมุน , สั่งให้ เปิดหรือปิดน้ำหล่อเย็น , สั่งให้จบการทำงาน เป็นต้น เอ็มโค้ดเป็น คำสั่งอื่นๆ ที่เกี่ยวข้องกับการควบคุมกลไกลการทำงานของเครื่องจักร ไม่เกี่ยวข้องกับการเคลื่อนที่ของทูล
| M Code พื้นฐาน | |
| โค้ด | คำสั่ง |
| M00 | หยุดโปรแกรมชั่วคราวจะทำงานต่อเมื่อกดสวิทช์ |
| M01 | หยุดโปรแกรมเมื่อต้องการ (Optional Stop) |
| M03 M04 | ให้สปินเดิลหมุนตามเข็มนาฬิกาให้สปินเดิลหมุนทวนเข็มนาฬิกา |
| M05 | หยุดหมุนสปินเดิล |
| M06 | สลับ เปลี่ยนทูล |
| M07 M08 | เปิดน้ำหล่อเย็น เป็นละอองเปิดน้ำหล่อเย็นที่หัวทูล |
| M09 | ปิด น้ำหล่อเย็น |
| M13 M14 | ให้สปินเดิลหมุนตามเข็มนาฬิกาและเปิดน้ำหล่อเย็นให้สปินเดิลหมุนทวนเข็มนาฬิกาและเปิดน้ำหล่อเย็น |
| M30 | จบโปรแกรมแล้วกลับไปบล็อกเริ่มต้น |
3. Code อื่นๆ เป็นโค้ด หรือตัวอักษร ที่ช่วยในการเขียนเอ็นซีโปรแกรมโปแกรมติดต่อกับเครื่องจักร นอกเหนือกจาก G Code และ M Code ประกอบด้วย
| Code พื้นฐานอื่นๆ | |
| โค้ด | valign="top">คำสั่ง |
| N | เลกที่บล็อกในการทำงาน |
| X Y Z | ตำแหน่งการเคลื่อนที่ เป็นพิกัด |
| i j k | ตำแหน่งของจุดศูนย์กลาง ในการเขียนวงกลม หรือส่วนโค้ง |
| S V | ความเร็วของสปินเดิลความเร็วแบบค่าความเร็วตัด |
| F | ความเร็วในการเคลื่อนที่ของทูล |
| T | ทูล หรือ หมายเลขของเครื่องมือตัด |
| อื่นๆ | เป็นตัวอักษรอื่นๆ ในการผลิตของแต่ละคอนโทรลเลอร์ |
เมื่อทบทวนเสร็จแล้ว อย่าลืมทำแบบทดสอบหลังเรียน ด้วยนะครับ span>